 Sdn Bhd")
Smart Factory
Qlight’s smart factory products will help enable you to build a production monitoring system, andon system and parts management system quickly and efficiently.
 Smart factory product application examples
Smart factory product application examples
- Line progression management through data acquisition analysis
- Wireless monitoring of old machinery
- Remote facility monitoring
- Parts shortage forecasting through an automated ordering system
- Machine productivity and failure rate management
- Use cases where real-time response and data collection monitoring are required (i.e. Fire control room, call center, etc.)
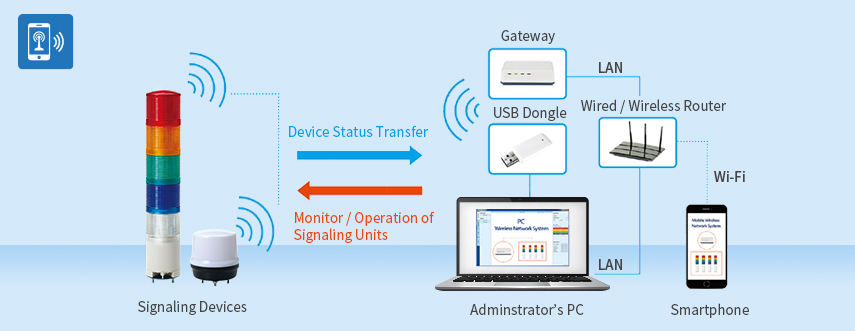 USB controlled product
USB controlled product
- This product is a LED tower light controlled via a USB protocol through and application and as a result does not required an additional power supply.
- It supports USB 1.1 or higher version.
- Customers are able to conveniently use Qlight’s products with either its own software or through programming using DLL.
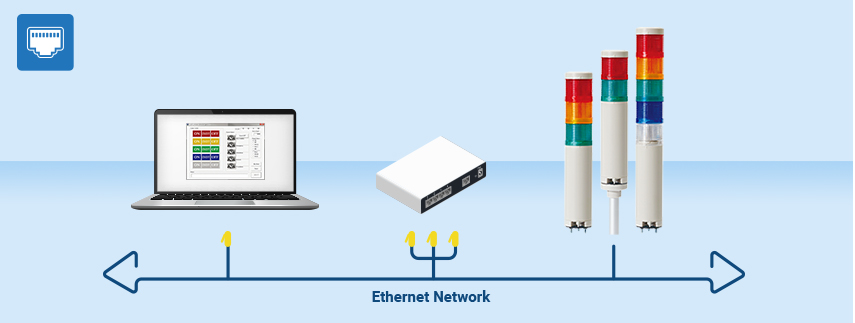
 Ethernet controlled product
Ethernet controlled product
- This product is an LED tower light that is controlled by a PC application and connected to a network via PC and Ethernet interface.
- It supports remote control by application software. Developer’s DLL is provided.
- It supports TCP/IP protocol. PC test application is provided for free.
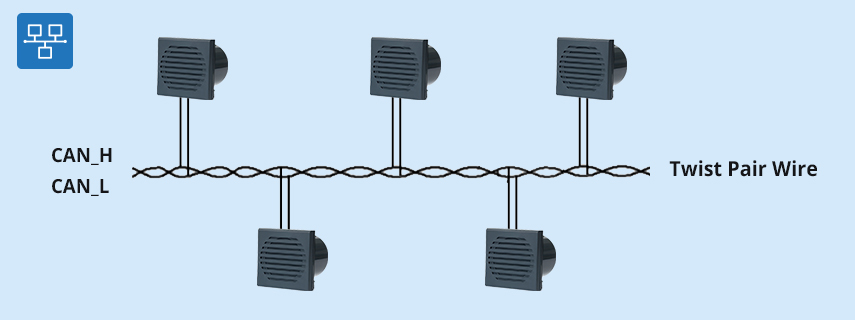
 CAN protocol controlled product
CAN protocol controlled product
- Customers can use the products built in memory (128MB) to save 255 MP3 Files.
- MP3 files can be easily transferred via USB interface.
- Sound level can be controlled by an external volume controller and software which can be adjusted to a max. 28 levels.
- Up-to 63 units of CAN products can be controlled together. Communication distance is 1km.
- Four communication speeds are available: 125Kbps, 250Kbps, 500Kbps, and 1Mbps.


L-ETN")
L-ETN")
L-ETN")
L-ETN")
L-ETN")
L-ETN")
L-ETN")
L-ETN")
L-ETN")





L-USB")
L-USB")
L-USB")
L-USB")
L-USB")
L-USB")
L-USB")
L-USB")
L-USB")





